




Sulfur Dioxide Control Technologies
Two commercially available Flue Gas Desulfurization (FGD) technology
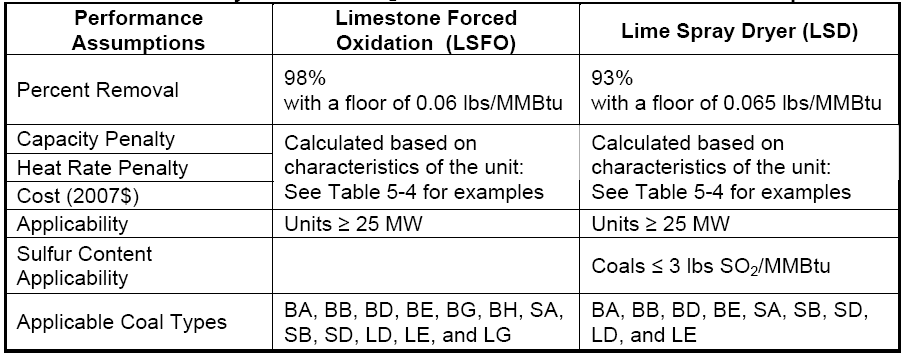
options for removing the SO2 produced by coal-fired power plants are offered in
EPA Base Case v.4.10: Limestone Forced Oxidation (LSFO) — a wet FGD technology —
and Lime Spray Dryer (LSD) — a semi-dry FGD technology which employs a spray
dryer absorber (SDA). In wet FGD systems, the polluted gas stream is brought
into contact with a liquid alkaline sorbent (typically limestone) by forcing it
through a pool of the liquid slurry or by spraying it with the liquid. In dry
FGD systems the polluted gas stream is brought into contact with the alkaline
sorbent in a semi-dry state through use of a spray dryer. The removal
efficiency for SDA drops steadily for coals whose SO2 content exceeds 3lb SO2/MMBtu,
so this technology is provided only to plants which have the option to burn
coals with sulfur content no greater than 3 lbs SO2/MMBtu. In EPA Base
Casev.4.10 when a unit retrofits with an LSD SO2 scrubber, it loses the option
of burning BG, BH, and LG coals due to their high sulfur content. In EPA Base
Case v.4.10 the LSFO and LSD SO2 emission control technologies are available to
existing "unscrubbed" units. They are also available to existing
"scrubbed" units with reported
removal efficiencies of less than fifty percent. Such units are
considered to have an injection technology and classified as “unscrubbed” for
modeling purposes in the NEEDS database of existing units which is used in
setting up the EPA base case. The scrubber retrofit costs for these units are
the same as regular unscrubbed units retrofitting with a scrubber. Scrubber
efficiencies for existing units were derived from data reported in EIA Form
767. In transferring this data for use in EPA Base Case v.4.10 the following
changes were made. The maximum removal efficiency was set at 98% for wet
scrubbers and 93% for dry scrubber units. Existing units reporting efficiencies
above these levels in Form 767 were assigned the maximum removal efficiency in
NEEDS v.4.10 indicated in the previous sentence. As shown in Table 1, existing
units that are selected to be retrofitted by the model with scrubbers are given
the maximum removal efficiencies of 98% for LSFO and 93% for LSD. The procedures
used to derive the cost of each scrubber type are discussed in detail in the
following sections. Potential (new) coal-fired units built by the model are
also assumed to be constructed with a scrubber achieving a removal efficiency
of 98% for LSFO and 93% for LSD. In EPA Base Case v.4.10 the costs of potential
new coal units include the cost of scrubbers.
Table 1. Summary of Retrofit SO2 Emission Control Performance Assumptions
Methodology for
Obtaining SO2 Controls Costs
The Sargent and Lundy update of SO2 and NOx control costs is notable
on several counts. First, it brought costs up to levels seen in the marketplace
in 2009. Incorporating these costs into EPA’s base case carries an implicit
assumption, not universally accepted, that the run up in costs seen over the
preceding 5 years and largely attributed to international competition, is
permanent and will not settle back to pre-2009 levels. Second, a revised
methodology, based on Sargent and Lundy’s expert experience, was used to build
up the capital, fixed and variable operating and maintenance components of
cost. That methodology, which employed an engineering build up of each
component of cost, is described here and in the following sections. respectively.
Capital Costs: In building up capital costs three separate cost modules were
included for LSD and four for LSFO: absorber island, reagent preparation, waste
handling (LSFO only), and everything else (also called “balance of plant”) with
the latter constituting the largest cost module, consisting of fans, new wet
chimney, piping, ductwork, minor waste water treatment, and other costs required
for treatment. For each of the four modules the cost of foundations, buildings,
electrical equipment, installation, minor, physical and chemical wastewater
treatment, and average retrofit difficulty were taken into account.
The governing cost variables for each module are indicated in Table 2.
The major variables affecting capital cost are unit size and the SO2 content of
the fuel with the latter having the greatest impact on the reagent and waste
handling facilities. In addition, heat rate affects the amount of flue gas
produced and consequently the size of each of the modules. The quantity of flue
gas is also a function of coal rank since different coals have different
typical heating values.
Once the key variables that figure in the cost of the four modules are
identified, they are used to derive costs for each base module in equations
developed by Sargent and Lundy based on their experience with multiple
engineering projects. The base module costs are summed to obtain total bare
module costs. This total is increased by 30% to account for additional
engineering and construction fees. The resulting value is the capital,
engineering, and construction cost (CECC) subtotal. To obtain the total project
cost (TPC), the CECC subtotal is increased by 5% to account for owner’s home
office costs, i.e., owner’s engineering, management, and procurement costs. The
resulting sum is then increased by another 10% to build in an Allowance for
Funds used During Construction (AFUDC) over the 3-year engineering and
construction cycle. The resulting value, expressed in $/kW, is the capital cost
factor that is used in EPA Base Case v.4.10.
Table 2.Capital Cost Modules and Their Governing Variables for SO2 and NOx Emission Controls

Variable Operating and
Maintenance Costs (VOM): These are the costs
incurred in running the emission control device. They are proportional to the
electrical energy produced and are expressed in units of $ per MWh. For FGD,
Sargent and Lundy identified four components of VOM: (a) costs for reagent
usage, (b) costs for waste generation, (c) make up water costs, and (d) cost of
additional power required to run the control (often called the “parasitic load”).
For a given coal rank and a pre-specified SO2 removal efficiency, each of these
components of VOM cost is a function of the generating unit’s heat rate
(Btu/kWh) and the sulfur content (lb SO2/MMBtu) of the coal (also referred to
as the SO2 feed rate). For purposes of modeling, the total VOM includes the
first three of these component costs. The last component – cost of additional
power – is factored into IPM, not in the VOM value, but through a capacity and
heat rate penalty as described in the next paragraph. Due to the differences in
the removal processes, the per MWh cost for waste handling, makeup water, and
auxiliary power tend to be higher for LSFO while reagent usage cost and total
VOM (excluding parasitic load) are higher for LSD.
Capacity and Heat Rate
Penalty: The amount of electrical power required to
operate the FGD device is represented through a reduction in the amount of
electricity that is available for sale to the grid. For example, if 1.6% of the
unit’s electrical generation is needed to operate the scrubber, the generating
unit’s capacity is reduced by 1.6%. This is the “capacity penalty.” At the same
time, to capture the total fuel used in generation both for sale to the grid
and for internal load (i.e., for operating the FGD device), the unit’s heat
rate is scaled up such that a comparable reduction (1.6% in the previous
example) in the new higher heat rate yields the original heat rate28. The factor
used to scale up the original heat rate is called “heat rate penalty.” It is a
modeling procedure only and does not represent an increase in the unit’s actual
heat rate (i.e., a decrease
in the unit’s generation efficiency). Unlike previous base cases,
which assumed a generic heat rate and capacity penalties for all installations,
in EPA Base Case v.4.10 specific LSFO and LSD heat rate and capacity penalties
are calculated for each installation based on equations developed by Sargent
and Lundy that take into account the rank of coal burned, its SO2 rate, and the
heat rate of the model plant.
Fixed Operating and
Maintenance Costs (FOM): These are the annual
costs of maintaining a unit. They represent expenses incurred regardless of the
extent to which the emission control system is run. They are expressed in units
of $ per kW per year. In calculating FOM Sargent and Lundy took into account
labor and materials costs associated with operations, maintenance, and administrative
functions. The following assumptions were made:
Mathematically, the relationship of the heat rate and capacity
penalties (both expressed as positive percentage values) can be represented as
follows:

- FOM for operations is based on the number of operators needed which is a function of the size (i.e., MW capacity) of the generating unit and the type of FGD control. For LSFO 12 additional operators were assumed to be required for a 500 MW or smaller installation and 16 for a unit larger than 500 MW. For LSD 8 additional operators were assumed to be needed.
- FOM for maintenance is a direct function of the FGD capital cost
- FOM for administration is a function of the FOM for operations and maintenance.
Table 3 presents the capital, VOM, and FOM costs as well as the
capacity and heat rate penalty for the two SO2 emission control technologies
(LSFO and LSD) included in EPA Base Case v.4.10 for an illustrative set of
generating units with a representative range of capacities and heat rates.
Table 3. Illustrative Scrubber Costs (2007$) for Representative Sizes and Heat Rates under the Assumptions in EPA Base Case v.4.10

















